

 如果结果不匹配,请
如果结果不匹配,请 
 更多“翻转式钻模主要用于加工小型工件分布在不同表面上的小孔。()”相关的问题
更多“翻转式钻模主要用于加工小型工件分布在不同表面上的小孔。()”相关的问题
第1题
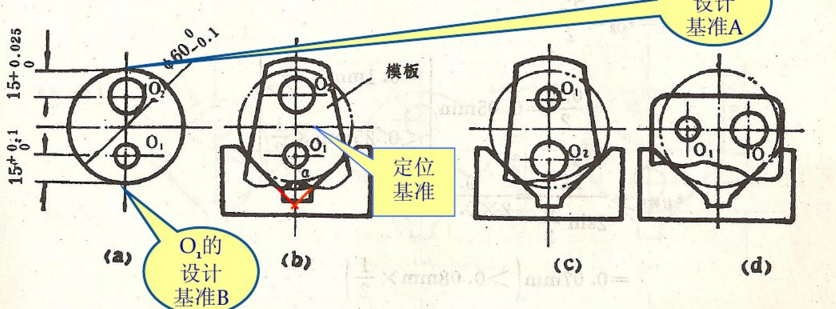
有一批工件,如图(a)所示,采用钻模夹具钻削工件上5mm(O1)和8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两
有一批工件,如图(a)所示,采用钻模夹具钻削工件上 5mm(O1)和
5mm(O1)和 8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过
8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过 mm(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
mm(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
第5题
钻削如图所示12孔,初始刀具为12麻花钻,刀具位置及工件坐标系自拟。 提示:12孔为浅孔,故采用G81循环加工
钻削如图所示

提示:
第7题
ATC 是() ,数控机床采用其后数控加工的辅助时间主要用于工件的安装和调整。A. 自动换刀系统B
ATC 是() ,数控机床采用其后数控加工的辅助时间主要用于工件的安装和调整。
A. 自动换刀系统
B.自动托盘交换系统
c. 自动排屑系统
D. 自动冷却系统
第9题
加工如图所示零件中各孔,工件材料为HT300,使用刀具T01为镗孔刀,T02为14钻头,T03为22锪钻。
加工如图所示零件中各孔,工件材料为HT300,使用刀具T01为镗孔刀,T02为 14钻头,T03为22锪钻。
14钻头,T03为22锪钻。
第11题
在10mm厚的正六边形铝板上钻削加工如图所示的37个10通孔,试编写加工程序。 提示: ①孔加工固定循环采用G9
在10mm厚的正六边形铝板上钻削加工如图所示的37个

提示:
①孔加工固定循环采用G91时,X、Y、Z、R均为相对坐标值(其中,X、Y为相对于前一点的XY轴坐标值;R为R点相对于初始点的z轴坐标值;Z为切削终点相对于R点的Z轴坐标值)。
②孔加工固定循环采用G91时,若L不为零,可实现分布在一条直线上的若干个等距孔的加工。
















