如果结果不匹配,请
如果结果不匹配,请 
 更多“加工如图所示4个螺纹孔,底孔未加工,刀具及工件坐标系自拟。”相关的问题
更多“加工如图所示4个螺纹孔,底孔未加工,刀具及工件坐标系自拟。”相关的问题



第4题
钻削如图所示12孔,初始刀具为12麻花钻,刀具位置及工件坐标系自拟。 提示:12孔为浅孔,故采用G81循环加工
钻削如图所示

提示:
第5题
钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,刀具及刀具位置自拟。 提示:2-16孔为浅孔,采用G8
钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,刀具及刀具位置自拟。

提示:2-
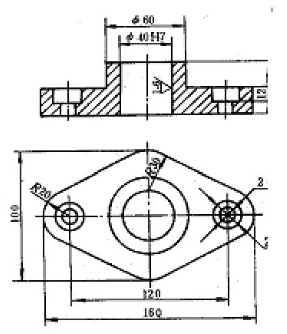
第6题
加工如图所示零件中各孔,工件材料为HT300,使用刀具T01为镗孔刀,T02为14钻头,T03为22锪钻。
加工如图所示零件中各孔,工件材料为HT300,使用刀具T01为镗孔刀,T02为 14钻头,T03为22锪钻。
14钻头,T03为22锪钻。
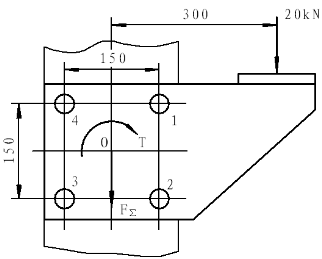
第7题
如图所示是由两块边板和一块承重板焊成的龙门起重机导轨托架。两块边板各用4个螺栓与立柱相连接,托架所承受
的最大载荷为20kN,载荷有较大的变动。试问:
此螺纹连接采用普通螺栓连接还是铰制孔用螺栓连接为宜?为什么?