题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
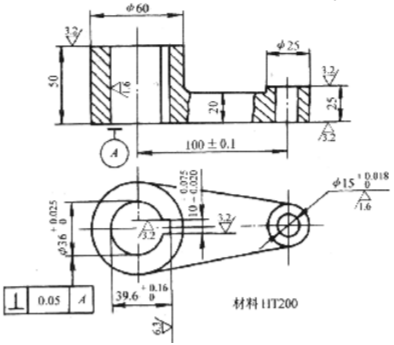
被加工零件如图 1 所示。毛坯为骨 60X80mm 的 45 #钢棒料, ~ 56 尺寸及左端各尺寸己加工完毕,
现二次装夹工件左端,径向以~ 40 外圆定位,轴向以 B 面定位,加工零件的右端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。若工件坐标系原点设定在零件右端面的回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段补齐,注意:不能只填写选中程序段的相应编号。
查看答案

 如果结果不匹配,请 联系老师 获取答案
如果结果不匹配,请 联系老师 获取答案

 更多“被加工零件如图 1 所示。毛坯为骨 60X80mm 的 45…”相关的问题
更多“被加工零件如图 1 所示。毛坯为骨 60X80mm 的 45…”相关的问题



 41mm。
41mm。