如果结果不匹配,请
如果结果不匹配,请 
 更多“精加工如图所示零件,采用G54工件坐标系。”相关的问题
更多“精加工如图所示零件,采用G54工件坐标系。”相关的问题
 8的立铣刀。
8的立铣刀。
第2题
精加工如图所示凸轮零件外轮廓,采用G54工件坐标系。 提示:利用CAD软件查询出各相关刀位点坐标值,如图所
精加工如图所示凸轮零件外轮廓,采用G54工件坐标系。

提示:利用CAD软件查询出各相关刀位点坐标值,如图所示。

第3题
精加工如下图所示零件外轮廓,采用G54工件坐标系(工件原点如图所示),已知主轴转速为400r/min,进给速度为200m
精加工如下图所示零件外轮廓,采用G54工件坐标系(工件原点如图所示),已知主轴转速为400r/min,进给速度为200mm/min,试编制加工程字。
提示:圆弧插补。


第5题
精加工如图(a)所示正五角星零件外轮廓,正五角星外接圆直径为40mm,采用G54工件坐标系进行加工。通过CAD查询各
精加工如图(a)所示正五角星零件外轮廓,正五角星外接圆直径为40mm,采用G54工件坐标系进行加工。通过CAD查询各点坐标值如图(b)所示。


第7题
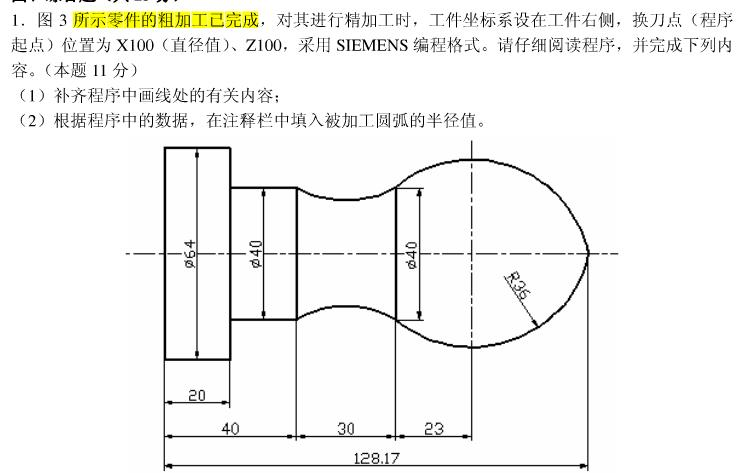
加工零件如图所示。工件坐标系设在工件右侧,换刀点位置为(X100、Z100),采用FANUC编程格式。精加工程序已经编好
加工零件如图所示。工件坐标系设在工件右侧,换刀点位置为(X100、Z100),采用FANUC编程格式。精加工程序已经编好,请仔细阅读程序并完成下列内容:
(1)补齐程序中画横线处的有关数据;
(2)根据程序中的数据,在解释栏中填入程序说明。