如果结果不匹配,请
如果结果不匹配,请 
 更多“加工中心首次加工时,要逐把刀逐段程序进行______。”相关的问题
更多“加工中心首次加工时,要逐把刀逐段程序进行______。”相关的问题
第4题
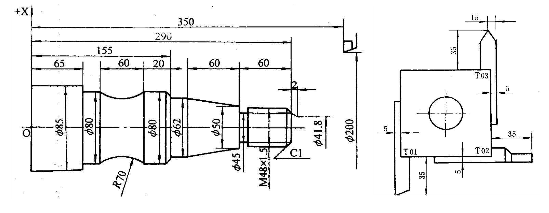
如图所示零件,若要求加工左端面45°倒角及切断加工,试编制加工程序 提示:左端面45°倒角并切断加工的加
如图所示零件,若要求加工左端面45°倒角及切断加工,试编制加工程序

提示:左端面45°倒角并切断加工的加工方法比较多。
方法1:先在左端面位置切浅槽,然后换45°车刀倒角,再换切断刀切断。
方法2:先切断,然后掉头装夹,再当作右倒角进行加工。
方法3:用切断刀先切浅槽,然后仍然用切断刀倒角,再切断。
显然,第3种方法更符合“程序段最少、走刀路线最短、换刀次数最少”的要求。采用该方法进行编程加工,其刀具轨迹图如图所示。

第5题
如果在某一个零件外轮廓进行粗铣加工时,所用的刀具半径补偿值设定为5,精加工余量为1mm,则在用同一把刀具,同一加工程序对它进行精加工时,应将上述半径补偿值调整为()。
A.7
B.6
C.5
D.4
第7题
关于固定循环编程,以下说法不正确的是( )。
A.固定循环是预先设定好的一系列连续加工动作
B.利用固定循环编程,可大大缩短程序的长度,减少程序所占内存
C.利用固定循环编程,可以减少加工时的换刀次数,提高加工效率
D.固定循环编程,可分为单一形状与多重(复合)固定循环两种类型
第8题
后张法预应力筋张拉施工时,下列说法不正确的是()。
A.在同一构件上钢筋应分批对称张拉
B.长度20米长的构件中折直线预应力筋可采用一端张拉
C.重叠生产构件时,自下而上应逐层加大张拉力
D.钢筋在张拉过程中,必须合理进行超张拉
第9题
回填土作业应遵守()。
A.回填前,应由上往下依次逐步拆除沟内护土板
B.沟、坑边沿建筑物的加固支撑,须在回填夯实之后再拆除,不准先拆除、后回填夯实
C.当沟、坑的土未填平时,不准把防护栏全部撤走
D.人工打夯时,必须注意平稳,用力均匀
E.回填洞内土时,应由外向内逐段拆除支撑架,逐段回填土;应边回填土边夯实,同时洞外要有人监护
第10题
如下图所示零件,若要求精加工外圆柱面和切槽加工,请编制加T程序。 提示:加工起始刀具为90°外圆车刀,当把外
如下图所示零件,若要求精加工外圆柱面和切槽加工,请编制加T程序。
提示:加工起始刀具为90°外圆车刀,当把外圆柱面加工完毕后应用T指令换切断刀来加工直槽。