如果结果不匹配,请
如果结果不匹配,请 
 更多“搬运毛坯及已加工工件、清理铁屑时须戴帆布手套。()”相关的问题
更多“搬运毛坯及已加工工件、清理铁屑时须戴帆布手套。()”相关的问题
第2题
数控镗床的工艺特点及技术措施主要有()。
A.应选择适合于数控镗床加工的工件
B.要安排其他设备完成数控镗床加工前的准备工序和数控镗床加工后的精化工序
C.在数控镗床加工前,精化零件毛坯,只留少量加工余量
D.毛坯材质均匀,铸锻件须消除内应力
E.尽可能选用较大的切削用量,选择合适的刀具和夹具,主轴刚度好时,可采用多刀多刃复合加工
F.合理安排加工工序

第7题
加工如图所示的零件,毛坯直径为45mm,长为220mm,材料为Q235,未注倒角为3×45°,刀具及工件坐标系自拟。
加工如图所示的零件,毛坯直径为

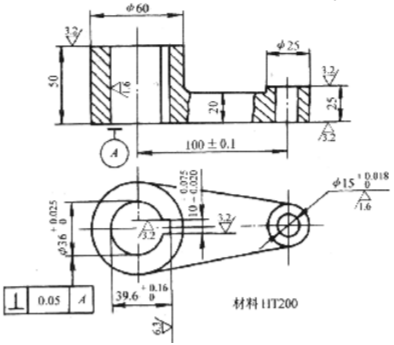
第9题
试拟定图(a)所示零件的机械加工工艺路线(包括工序名称、加工方法、定位基准及夹压位置,并以工序图表示)已知该
试拟定图(a)所示零件的机械加工工艺路线(包括工序名称、加工方法、定位基准及夹压位置,并以工序图表示)已知该工件的毛坯为铸件(孔未铸出),生产规模为成批生产。
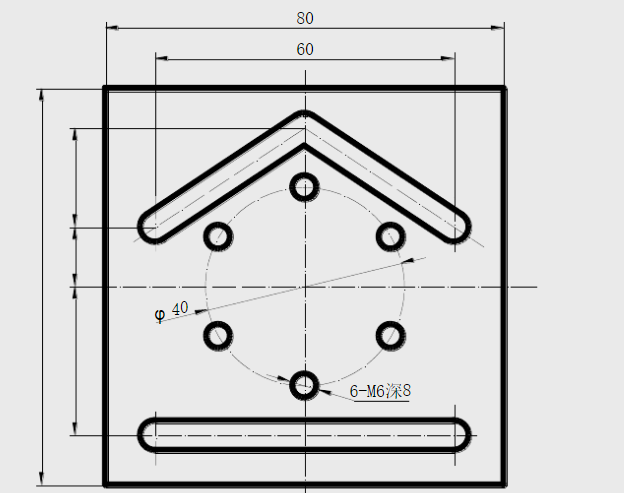
第11题
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽形零件槽及孔的加工程序。