

 如果结果不匹配,请
如果结果不匹配,请 
 更多“数控加工刀具卡片是编制数控加工工序卡片的依据。()”相关的问题
更多“数控加工刀具卡片是编制数控加工工序卡片的依据。()”相关的问题
第1题
数控镗床的工艺特点及技术措施主要有()。
A.应选择适合于数控镗床加工的工件
B.要安排其他设备完成数控镗床加工前的准备工序和数控镗床加工后的精化工序
C.在数控镗床加工前,精化零件毛坯,只留少量加工余量
D.毛坯材质均匀,铸锻件须消除内应力
E.尽可能选用较大的切削用量,选择合适的刀具和夹具,主轴刚度好时,可采用多刀多刃复合加工
F.合理安排加工工序
第4题
如图所示零件,数控车削加工该零件外网柱面,试编制该加工程序。 提示:具体加工刀具轨迹如下图所示。
如图所示零件,数控车削加工该零件外网柱面,试编制该加工程序。

提示:具体加工刀具轨迹如下图所示。

第5题
数控车削加工如图所示零件外圆面,试编制其加工程序。 提示:加工该零件外圆面时,刀具轨迹如下图所示。
数控车削加工如图所示零件外圆面,试编制其加工程序。
 提示:加工该零件外圆面时,刀具轨迹如下图所示。
提示:加工该零件外圆面时,刀具轨迹如下图所示。
第7题
如下图所示零件,数控车削加工该零件右端面及外圆柱面,试编制该加工程序。 提示:可将加工端面和外圆柱面刀
如下图所示零件,数控车削加工该零件右端面及外圆柱面,试编制该加工程序。
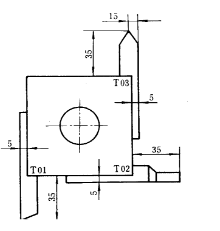
提示:可将加工端面和外圆柱面刀具轨迹做一个简单的组合,然后用程序表达出来即可。组合刀具轨迹如下图所示(O→A→B→C→O→A'→B'→C'→O)。
第8题
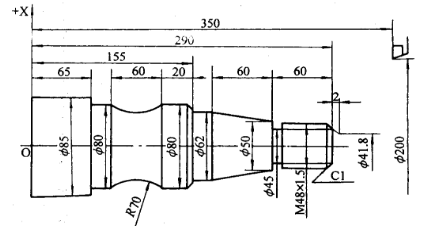
如下图所示零件,数控车削加工该零件外圆柱面,试编制该加工程序。 提示:在复杂形状外圆柱面的加工中,起刀
如下图所示零件,数控车削加工该零件外圆柱面,试编制该加工程序。

提示:在复杂形状外圆柱面的加工中,起刀点、切削起点、切削终点和退刀点4个基本刀位点位置不变,仅在切削过程中多了几步而已。具体加工刀具轨迹如下图所示,相应的O为起刀点、A为切削起点、D为切削终点、E为退刀点,AB、BC、CD段均在切削外圆柱面,用G01指令。

















