如果结果不匹配,请
如果结果不匹配,请 
 更多“台式钻床用来钻削孔径在______mm以下的小型工件上的孔。”相关的问题
更多“台式钻床用来钻削孔径在______mm以下的小型工件上的孔。”相关的问题
第4题
如图所示自动钻床液压系统能实现“A进(送料)→A退回→B进(夹紧)→C快进→C工进(钻削)→C快退→B退(松开)→停止。列出
如图所示自动钻床液压系统能实现“A进(送料)→A退回→B进(夹紧)→C快进→C工进(钻削)→C快退→B退(松开)→停止。列出上述循环时电磁铁动态表。

第8题
钻削如图所示12孔,初始刀具为12麻花钻,刀具位置及工件坐标系自拟。 提示:12孔为浅孔,故采用G81循环加工
钻削如图所示

提示:
第9题
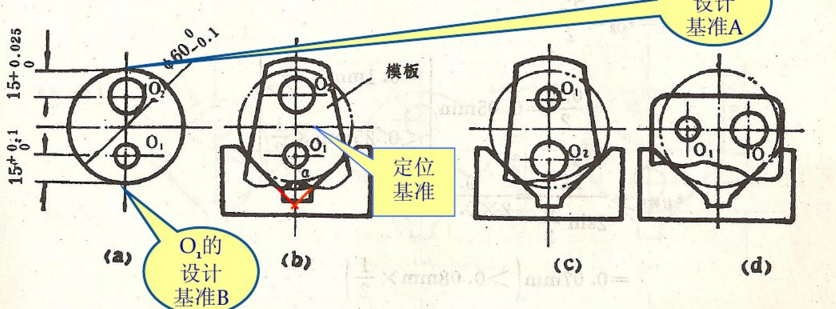
有一批工件,如图(a)所示,采用钻模夹具钻削工件上5mm(O1)和8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两
有一批工件,如图(a)所示,采用钻模夹具钻削工件上 5mm(O1)和
5mm(O1)和 8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过
8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过 mm(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
mm(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。