

 如果结果不匹配,请
如果结果不匹配,请 
 更多“在人工反射体平底孔、矩形槽、横孔、V形槽中,回波声压只与声程…”相关的问题
更多“在人工反射体平底孔、矩形槽、横孔、V形槽中,回波声压只与声程…”相关的问题
第3题
铣削V形槽时,下列哪种方法下刀顺序不正确(),1表示用锯片铣刀加工底部的窄槽,2表示用V形槽刀加工V型表面,3表示用安装于可转动立铣头上的三面铣刀加工V形槽,4表示转动工件至适当位置,用盘形铣刀铣削V形槽。
A.1-2
B.1-3
C.1-4
D.2-1
第5题
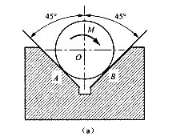
如题4-68图(a)所示,重为P=400N,直径为d=250mm的金属棒料置于V形槽中,受力偶M作用。当M=15N·m时,
如题4-68图(a)所示,重为P=400N,直径为d=250mm的金属棒料置于V形槽中,受力偶M作用。当M=15N·m时,
点击查看答案
棒料处于临界平衡状态。不计滚动摩阻,求棒料与V形槽的静摩擦因数f。
第8题
下列四种准停方式中,( )属于机械准停。
A.由带V形槽的定位盘和定位用的液压缸配合动作实现主轴准停
B.通过主轴电动机内置安装或在机床主轴上直接安装一个光电编码器来实现主轴准停
C.通过在主轴后部安装发磁体,在主轴箱上安装磁传感器来实现主轴准停
D.数控系统控制方式实现主轴准停
第9题
下列四种准停方式。( )不属于电子准停方式。
A.由带v形槽的定位盘和定位用的液压缸配合动作实现主轴准停
B.通过主轴电动机内置安装或在机床主轴上直接安装一个光电编码器来实现主轴准停
C.通过在主轴后部安装发磁体,在主轴箱上安装磁传感器来实现主轴准停
D.数控系统控制方式实现主轴准停
第10题
下列四种准停方式中,( )不属于电子准停方式。
A.由带V形槽的定位盘和定位用的液压缸配合动作实现主轴准停
B.通过主轴电动机内置安装或在机床主轴上直接安装一个光电编码器来实现主轴准停
C.通过在主轴后部安装发磁体,在主轴箱上安装磁传感器来实现主轴准停
D.数控系统控制方式实现主轴准停
第11题
NB£¯T47013.3£2015标准规定,以下关于钢锻件横波检测的叙述,错误的是()
A.可以采用2.5P10ⅹ12K1横波斜探头
B.人工反射体可以采用边角反射等其它形式
C.以锻件内外表面V型槽的距离-波幅曲线作为基准灵敏度
D.波幅在距离波幅曲线(基准线)50~100%的缺陷按缺陷指示长度进行分级
















