如果结果不匹配,请
如果结果不匹配,请 
 更多“采用试切法加工一批工件,其尺寸分布一般不符合正态分布。()”相关的问题
更多“采用试切法加工一批工件,其尺寸分布一般不符合正态分布。()”相关的问题
如图所示,在车床上采用工件左端面定位和采用行程挡块对一批工件进行调整法加工,要求保证图纸给定尺寸

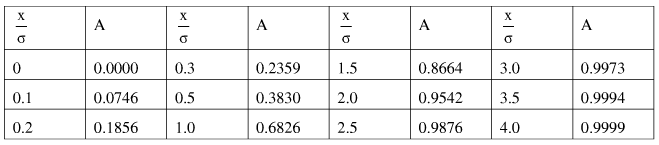
有一批小轴,其直径尺寸要求为 mm,加工后尺寸属正态分布,测量计算得一批工件直径的算术平均值
mm,加工后尺寸属正态分布,测量计算得一批工件直径的算术平均值 =17.975mm,均方根差σ=0.01mm。试计算合格品率及废品率,
=17.975mm,均方根差σ=0.01mm。试计算合格品率及废品率,
分析废品产生的原因,指出减少废品率的措施。
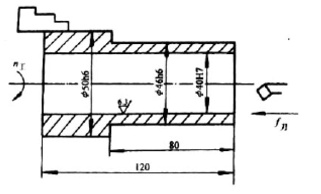
在车床的三爪卡盘上精镗一批薄壁铜套的内孔(图),工件以Φ50h7定位,用调整法加工,试分析影响镗孔的尺寸、几何形状及孔对已加工外圆Φ46h7的同轴度误差的主要因素有哪些项目?并分别指出这些因素产生的加工误差的性质属于哪一类?
在两台相同的自动车床上加工一批小轴的外圆,要求保证直径φ(11±0.02)mm,第一台加工1000件,其直径尺寸按正态分布,平均值x1=11.005mm,均方差σ1=0.004mm,第二台加工500件,其直径尺寸也按正态分布,且x2=11.015mm,σ2=0.0025mm。试求:
(1)在同一图上画出两台机床加工的两批工件的尺寸分布图,井指出哪台机床的精度高?
(2)计算并比较哪台机床的废品率高,并分析其产生的原因及提出改进的办法。
工件在三个直径尺寸相同、位置相隔120°的短圆柱销上定位,加工内孔D,如图(a)所示。试计算加工后一批工件内孔D与外圆

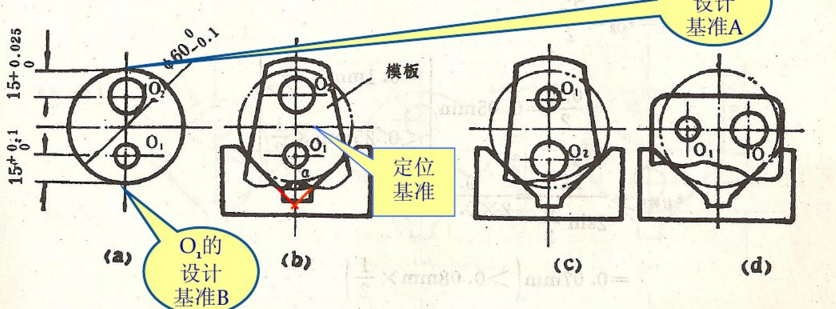
有一批工件,如图(a)所示,采用钻模夹具钻削工件上 5mm(O1)和
5mm(O1)和 8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过
8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过 mm(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
mm(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。