如果结果不匹配,请
如果结果不匹配,请 
 更多“ 刨削滑套内孔件槽时,为保证加工要求,工件应在夹具中限制()…”相关的问题
更多“ 刨削滑套内孔件槽时,为保证加工要求,工件应在夹具中限制()…”相关的问题
第3题
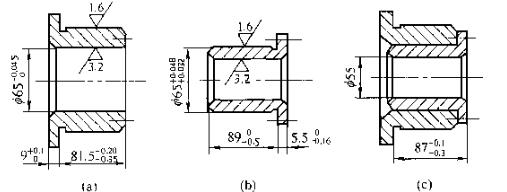
图所示为滑动轴承、轴承套零件图及其装配图。组装后滑动轴承外端面与轴承套内端面间要保证尺寸mm。但按两零件
图所示为滑动轴承、轴承套零件图及其装配图。组装后滑动轴承外端面与轴承套内端面间要保证尺寸 mm。但按两零件图上标出的尺寸加工(
mm。但按两零件图上标出的尺寸加工( mm及
mm及 mm为该尺寸链的组成环),装配后此尺寸为
mm为该尺寸链的组成环),装配后此尺寸为 mm,不能满足装配要求。该组件属成批生产。拟采用完全互换法或分组装配法装配,试确定各组成零件的尺寸。
mm,不能满足装配要求。该组件属成批生产。拟采用完全互换法或分组装配法装配,试确定各组成零件的尺寸。
第4题
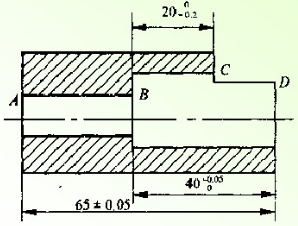
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸mm,试计算
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸 mm,试计算铣此缺口时的工序尺寸。
mm,试计算铣此缺口时的工序尺寸。
第6题
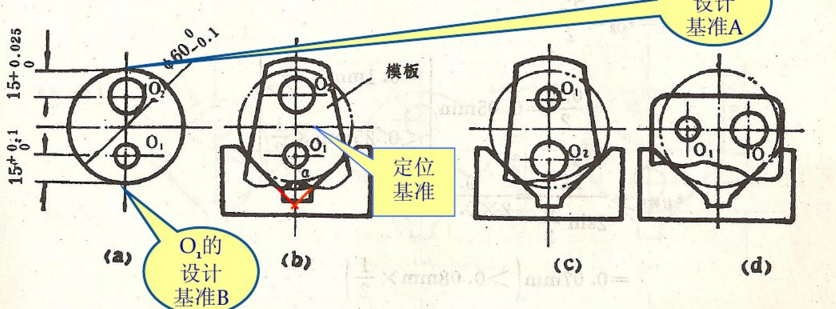
有一批工件,如图(a)所示,采用钻模夹具钻削工件上5mm(O1)和8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两
有一批工件,如图(a)所示,采用钻模夹具钻削工件上 5mm(O1)和
5mm(O1)和 8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过
8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过 mm(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
mm(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
第7题
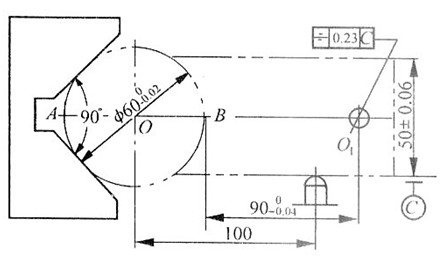
图示为某工件定位方案。试分析加工O1孔时,能否满足加工要求,若定位方案不变,如何减小定位误差?
图示为某工件定位方案。试分析加工O1孔时,能否满足加工要求,若定位方案不变,如何减小定位误差?

第8题
导套材料为40钢,要求硬度58—62HRC,内孔尺寸为φ30mm,内圆精度为IT7级,Ra为 0.2μm,该内孔加工方案应选()。
A.钻孔-镗孔一粗磨一精磨一研磨
B.钻孔一扩孔一精铰
C.钻孔一拉孔
D.钻孔一扩孔一镗孔