 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
在高速切削机床上用金刚刀具对饰品表面进行车刻的加工方法,称为()。
A.机链工艺
B.光亮车刻工艺
C.铸造工艺
D.电镀工艺
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.机链工艺
B.光亮车刻工艺
C.铸造工艺
D.电镀工艺
如果结果不匹配,请 联系老师 获取答案
 更多“在高速切削机床上用金刚刀具对饰品表面进行车刻的加工方法,称为…”相关的问题
更多“在高速切削机床上用金刚刀具对饰品表面进行车刻的加工方法,称为…”相关的问题
在数控铣床上加工整圆时,为避免工件表面产生刀痕,刀具从起始点沿圆弧表面的( )进入,进行圆弧铣削加工;整圆加工完毕退刀时,顺着圆弧表面的( )退出。
在单轴自动车床上加工一批直径 20mm的小轴,轴长l=30mm(工件材料为45钢),刀具材料用YT15,切削速度υ=100m/min,走刀量f=0.3mm/r,试求加工500件后由于刀具磨损引起的工件直径误差是多少?
20mm的小轴,轴长l=30mm(工件材料为45钢),刀具材料用YT15,切削速度υ=100m/min,走刀量f=0.3mm/r,试求加工500件后由于刀具磨损引起的工件直径误差是多少?
如图所示,在车床上采用工件左端面定位和采用行程挡块对一批工件进行调整法加工,要求保证图纸给定尺寸

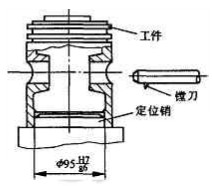
图示为在金刚镗床上加工活塞销孔的定位,活塞裙部内孔与定位销的配合为 ,要求活塞销孔与裙部内孔的对称度不大于0.2mm。试计算定位误差,并分析定位方法能否保证加工要求?
,要求活塞销孔与裙部内孔的对称度不大于0.2mm。试计算定位误差,并分析定位方法能否保证加工要求?
在立式铣床上用盘形铣刀铣削锥齿轮,应使用( )向进给铣削,( )向进给调整吃刀量,( )向移动进行对刀调整。
A.纵,垂,横 B.横,垂,纵 C.纵,横,垂

















