题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
用T10钢制造形状简单的刀具,其加工路线为:锻造→预先热处理→切削加工→最终热处理→磨削,试回答下列问题:(1)说明各热处理工序的名称及作用;(2)制定最终热处理工艺规范(温度、冷却介质);(3)说明各热处理后的显微组织。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
 更多“用T10钢制造形状简单的刀具,其加工路线为:锻造→预先热处理…”相关的问题
更多“用T10钢制造形状简单的刀具,其加工路线为:锻造→预先热处理…”相关的问题
拟用T10钢制成形状简单的车刀,其工艺路线为:锻造一热处理一机加工一热处理+磨加工。试问:
(1)两次热处理具体工艺名称和作用是什么?
(2)确定最终热处理工艺参数,并指出获得的显微组织。
12 .拟用T10钢制成形状简单的车刀,其工艺路线为:锻造一热处理一机加工一热处理+磨加工。试问:
(1)两次热处理具体工艺名称和作用是什么?
(2)确定最终热处理工艺参数,并指出获得的显微组织。
(1)在一块平板上加工3个如下图所示形状,每边的槽深为-2mm,程序原点位于上表
面,其程序的编制就可以采用调用子程序的方式来实现(编程时不考虑刀具补偿)。
(2)刀具选择直径6mm的立铣刀。
(3)安全面高度50mm。
(4)进刀/退刀方式离开工件20mm,直线/圆弧引入切向进刀,直线退刀。
(5)工艺路线走刀路线如图。
如图所示零件,若要求加工左端面45°倒角及切断加工,试编制加工程序

提示:左端面45°倒角并切断加工的加工方法比较多。
方法1:先在左端面位置切浅槽,然后换45°车刀倒角,再换切断刀切断。
方法2:先切断,然后掉头装夹,再当作右倒角进行加工。
方法3:用切断刀先切浅槽,然后仍然用切断刀倒角,再切断。
显然,第3种方法更符合“程序段最少、走刀路线最短、换刀次数最少”的要求。采用该方法进行编程加工,其刀具轨迹图如图所示。

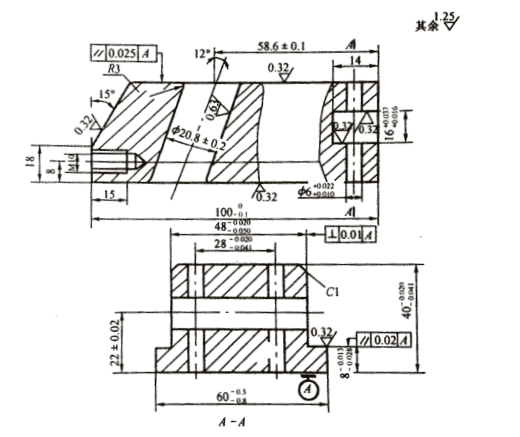
如图所示为塑料注射模滑块的零件图,材料为T10,热处理53~58HRC。要求:
(l)滑块的结构特点和精度要求有哪些?
(2)确定该零件的加工工艺过程,填写工艺表(工序内容中可简单写出加工哪个表面)。