题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
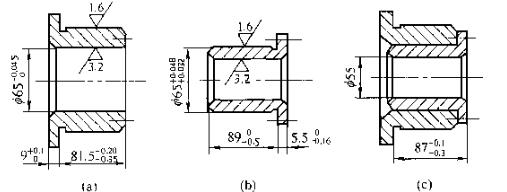
图(a)为轴套零件图,(b)为车削工序图,(c)为钻孔时三种定位方案的加工简图。钻孔时为保证设计尺寸(10±0.1)mm,
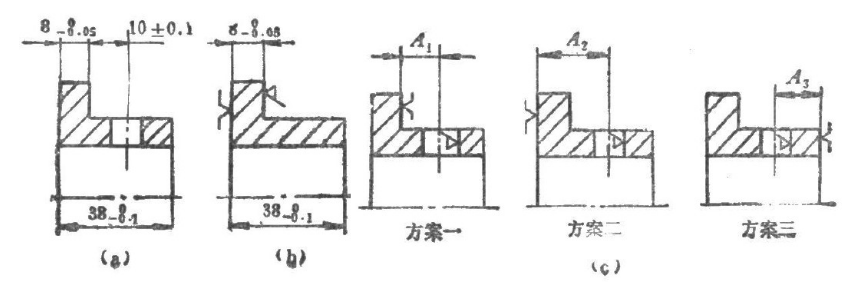
图(a)为轴套零件图,(b)为车削工序图,(c)为钻孔时三种定位方案的加工简图。钻孔时为保证设计尺寸(10±0.1)mm,试计算三种定位方案的工序尺寸A1、A2、A3及其上下偏差。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
图(a)为轴套零件图,(b)为车削工序图,(c)为钻孔时三种定位方案的加工简图。钻孔时为保证设计尺寸(10±0.1)mm,试计算三种定位方案的工序尺寸A1、A2、A3及其上下偏差。
如果结果不匹配,请 联系老师 获取答案
 更多“图(a)为轴套零件图,(b)为车削工序图,(c)为钻孔时三种…”相关的问题
更多“图(a)为轴套零件图,(b)为车削工序图,(c)为钻孔时三种…”相关的问题
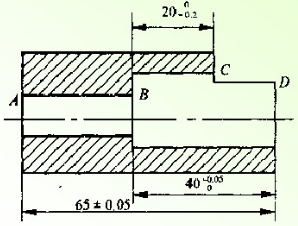
如图(a)所示的一轴套类零件,已知零件的A、B、C面都已经加工完成。现在欲采用调整法加工D面,并选择端面A为定位基准,且按工序尺寸A3对刀进行加工。为了保证车削D面获得的间接尺寸A0,符合图纸要求.必须将A3加工误差控制在一定的范围内。试计算工序尺寸A3及其极限偏差。

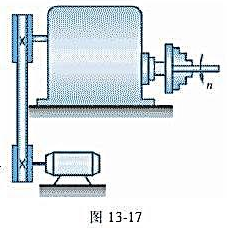
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸 mm,试计算铣此缺口时的工序尺寸。
mm,试计算铣此缺口时的工序尺寸。
图为加工插座的车削工序图,由于设计尺寸
试求:

(1)校核按上述尺寸加工能否保证设计尺寸的要求?
(2)按等公差法分配各组成环的公差并求工序尺寸A3及其上下偏差。
(3)若实际加工尺寸对A3超差(略大或略小一些),问是否肯定为废品?
图所示为滑动轴承、轴承套零件图及其装配图。组装后滑动轴承外端面与轴承套内端面间要保证尺寸 mm。但按两零件图上标出的尺寸加工(
mm。但按两零件图上标出的尺寸加工( mm及
mm及 mm为该尺寸链的组成环),装配后此尺寸为
mm为该尺寸链的组成环),装配后此尺寸为 mm,不能满足装配要求。该组件属成批生产。拟采用完全互换法或分组装配法装配,试确定各组成零件的尺寸。
mm,不能满足装配要求。该组件属成批生产。拟采用完全互换法或分组装配法装配,试确定各组成零件的尺寸。
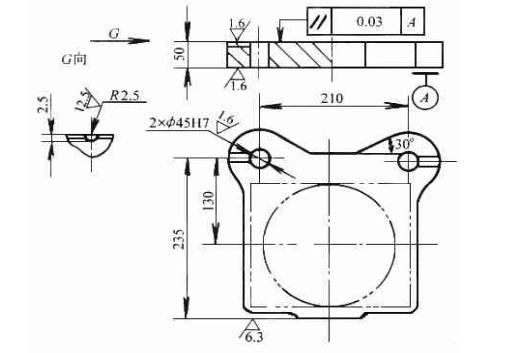
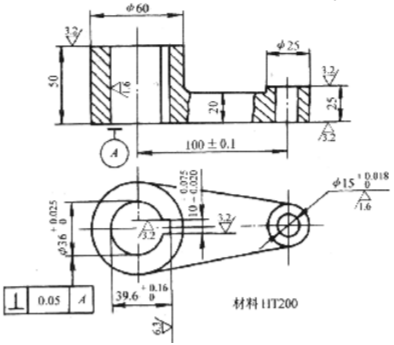
试拟定图(a)所示零件的机械加工工艺路线(包括工序名称、加工方法、定位基准及夹压位置,并以工序图表示)已知该工件的毛坯为铸件(孔未铸出),生产规模为成批生产。
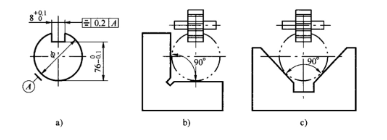
所示为铣键槽工序的加工要求,已知轴径尺寸 ,试分别计算习题8图b)、c)两种定位方案的定位误差。
,试分别计算习题8图b)、c)两种定位方案的定位误差。