

 如果结果不匹配,请
如果结果不匹配,请 
 更多“ 精刨垂直面时,进给量为()mm往复行程。”相关的问题
更多“ 精刨垂直面时,进给量为()mm往复行程。”相关的问题
第4题
精车细长轴时,选用的切削用量与粗车相比较,应该是()。 A.小进给量、小切削深度、小切削速度 B.大进给量、大
A.A.小进给量、小切削深度、小切削速度
B.B.大进给量、大切削深度、大切削速度
C.C.小进给量、小切削深度、大切削速度
第5题
工件每转一周,车刀沿进给方向移动的距离,称为进给量。在精车时常取值为( )。
A.0.3~0.8mm/r
B.0.1~0.3mm/r
C.0.05~0.2mm/r
D.0.01~0.05mm/r
第8题
有一台双动往复泵,其活塞的行程为300mm,活塞直径为180mm;活塞杆直径为50mm。若活塞每分钟往复55次,其理论流
量为若干?实验测得此泵在26.5min内能使一直径为3m的圆形贮槽的水位上升2.m,试求泵的容积效率(即实际流量/理论流量)。
点击查看答案
第9题
加工一合金钢管,其外径为mm,工件长度l=2100mm,圆柱度公差在全长范围内为0.02mm。选用刀具材料YT15,进给量f1=
加工一合金钢管,其外径为
第10题
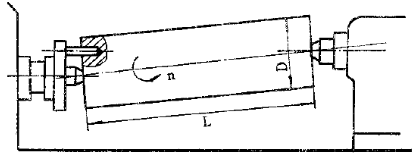
在普通车床上加工一光轴,已知光轴长度L=800mm,加工直径D=mm,当该车床导轨相对于前后顶尖连心线在水平面内平
在普通车床上加工一光轴,已知光轴长度L=800mm,加工直径D= 当该车床导轨相对于前后顶尖连心线在水平面内平行度为(0.015/1000)mm,在垂直面内平行度为(0.015/1000)mm,如图所示,试求所加工的工件几何形状的误差值,并绘出加工后光轴的形状。
当该车床导轨相对于前后顶尖连心线在水平面内平行度为(0.015/1000)mm,在垂直面内平行度为(0.015/1000)mm,如图所示,试求所加工的工件几何形状的误差值,并绘出加工后光轴的形状。
第11题
如图所示,在车床上采用工件左端面定位和采用行程挡块对一批工件进行调整法加工,要求保证图纸给定尺寸mm。现
如图所示,在车床上采用工件左端面定位和采用行程挡块对一批工件进行调整法加工,要求保证图纸给定尺寸

















