

 如果结果不匹配,请
如果结果不匹配,请 
 更多“用调整法对刀时引起工件的加工误差,可以瞧作为常值系统性误差。…”相关的问题
更多“用调整法对刀时引起工件的加工误差,可以瞧作为常值系统性误差。…”相关的问题
第3题
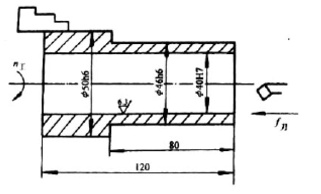
在车床的三爪卡盘上精镗一批薄壁铜套的内孔(图),工件以50h7定位,用调整法加工,试分析影响镗孔的尺寸、几何形
在车床的三爪卡盘上精镗一批薄壁铜套的内孔(图),工件以Φ50h7定位,用调整法加工,试分析影响镗孔的尺寸、几何形状及孔对已加工外圆Φ46h7的同轴度误差的主要因素有哪些项目?并分别指出这些因素产生的加工误差的性质属于哪一类?
第4题
在单轴自动车床上加工一批直径20mm的小轴,轴长l=30mm(工件材料为45钢),刀具材料用YT15,切削速度υ=100m/min,
在单轴自动车床上加工一批直径 20mm的小轴,轴长l=30mm(工件材料为45钢),刀具材料用YT15,切削速度υ=100m/min,走刀量f=0.3mm/r,试求加工500件后由于刀具磨损引起的工件直径误差是多少?
20mm的小轴,轴长l=30mm(工件材料为45钢),刀具材料用YT15,切削速度υ=100m/min,走刀量f=0.3mm/r,试求加工500件后由于刀具磨损引起的工件直径误差是多少?
第8题
如图(a)所示的一轴套类零件,已知零件的A、B、C面都已经加工完成。现在欲采用调整法加工D面,并选择端面A为定位
如图(a)所示的一轴套类零件,已知零件的A、B、C面都已经加工完成。现在欲采用调整法加工D面,并选择端面A为定位基准,且按工序尺寸A3对刀进行加工。为了保证车削D面获得的间接尺寸A0,符合图纸要求.必须将A3加工误差控制在一定的范围内。试计算工序尺寸A3及其极限偏差。

第10题
关于对刀点与换刀点的位置,以下说法中错误的一项是()。
A.对刀点是指数控机床加工工件时,刀具相对于工件运动的起点
B.对刀点既可以设在工件上,也可以设在夹具上,但不可以设在机床上
C.对刀时,应使刀位点与对刀点重合
D.在加工中要为具有自动换刀装置的数控机床设置的换刀点,它的位置要根据换刀时刀具不碰撞工件、夹具、机床的原则确定
















