题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
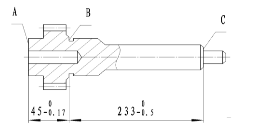
如图2.5-1所示轴。其加工各部分的加工顺序如下:先按尺寸A1车削圆柱面,再按尺寸A2铣削平面,最后按图样标注尺
如图2.5-1所示轴。其加工各部分的加工顺序如下:先按尺寸A1车削圆柱面,再按尺寸A2铣削平面,最后按图样标注尺寸A3磨削圆柱面,并得到图样上所要求的尺寸A4。试确定工序尺寸A2的允许变动范围。已知

查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如图2.5-1所示轴。其加工各部分的加工顺序如下:先按尺寸A1车削圆柱面,再按尺寸A2铣削平面,最后按图样标注尺寸A3磨削圆柱面,并得到图样上所要求的尺寸A4。试确定工序尺寸A2的允许变动范围。已知
如果结果不匹配,请 联系老师 获取答案
 更多“如图2.5-1所示轴。其加工各部分的加工顺序如下:先按尺寸A…”相关的问题
更多“如图2.5-1所示轴。其加工各部分的加工顺序如下:先按尺寸A…”相关的问题
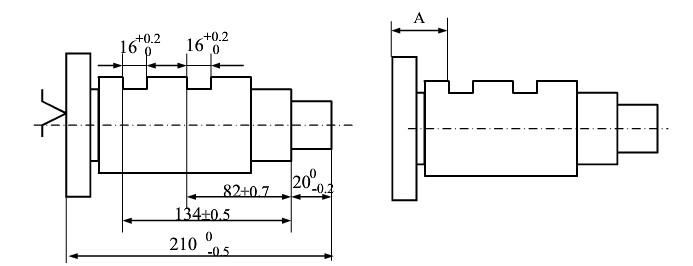
如图(a)所示的轴类零件,在卧式铣床上,采用调整法且用两把铣刀组合在一起同时加工两个槽。当此工序以大端端面为轴向定位基准时,根据零件图重新标注工序尺寸A。
如图3-49所示的槽形零件,其毛坯为四周已加工的铝锭(厚为20mm),槽深2mm。编写该槽形零件加工程序。

采用火花磨削方法加工某齿轮轴的端面如图(a)所示,其前后有关的工序为:
(1)精车工序,以精车过的A面为基准精车B面,保持工序尺寸L1;精车C面,保持工序尺寸L2。
(2)在热处理后的磨削工序中,对B面进行磨削,控制磨削余量为Z=(0.1±0.02)mm。要求满足设计尺寸 和
和 。
。
求车削工序的尺寸L1和L2。
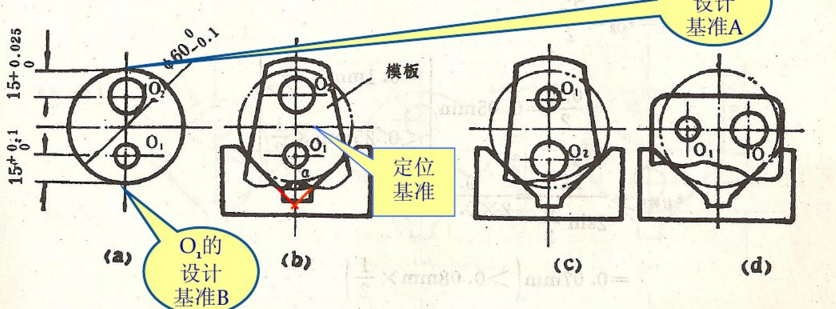
有一批工件,如图(a)所示,采用钻模夹具钻削工件上 5mm(O1)和
5mm(O1)和 8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过
8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过 mm(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
mm(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
精加工如图(a)所示正五角星零件外轮廓,正五角星外接圆直径为40mm,采用G54工件坐标系进行加工。通过CAD查询各点坐标值如图(b)所示。

工件在三个直径尺寸相同、位置相隔120°的短圆柱销上定位,加工内孔D,如图(a)所示。试计算加工后一批工件内孔D与外圆

加工如图(a)所示零件,在工件上欲铣削一缺口,保证尺寸

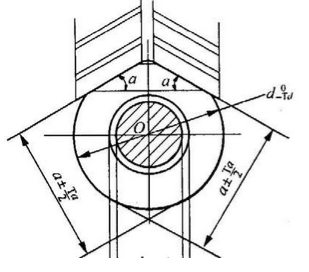
工件以圆孔在水平心轴上定位铣两斜面如图(a)所示,要求保证加工尺寸为a±Ta/2,试计算定位误差。