题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
图所示为加工工件的M面时的定位情况。N面、P面已在前工序加工完毕,L1=(45±0.2)mm,定位基准为P面,工序尺寸为L2
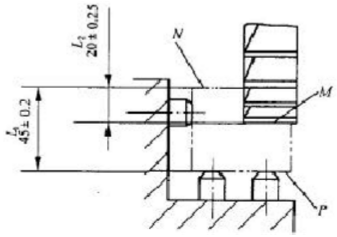
图所示为加工工件的M面时的定位情况。N面、P面已在前工序加工完毕,L1=(45±0.2)mm,定位基准为P面,工序尺寸为L2=(20±0.25)mm,工序基准为N面。试计算定位误差,并分析能否满足工序要求。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
图所示为加工工件的M面时的定位情况。N面、P面已在前工序加工完毕,L1=(45±0.2)mm,定位基准为P面,工序尺寸为L2=(20±0.25)mm,工序基准为N面。试计算定位误差,并分析能否满足工序要求。
如果结果不匹配,请 联系老师 获取答案
 更多“图所示为加工工件的M面时的定位情况。N面、P面已在前工序加工…”相关的问题
更多“图所示为加工工件的M面时的定位情况。N面、P面已在前工序加工…”相关的问题
如下图所示一阶梯形工件,B面和C面已加工合格。今采用图(a)和图(b)所示两种定位方案加工A面,要求保证A面对B面的平行度不大于20'(用角度误差表示)。已知L=100mm,B面和C面之间的高度mm。试分析这两种定位方案的定位误差,并比较其优劣。()

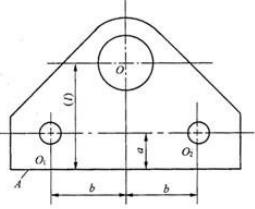
如图(a)所示板形工件,最后工序为在其上钻O1、O2孔,要求O1O2与A面平行。
试设计保证设计尺寸a和b的定位方案。
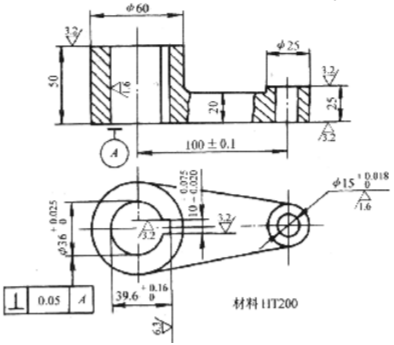
试拟定图(a)所示零件的机械加工工艺路线(包括工序名称、加工方法、定位基准及夹压位置,并以工序图表示)已知该工件的毛坯为铸件(孔未铸出),生产规模为成批生产。
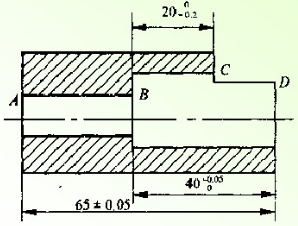
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸 mm,试计算铣此缺口时的工序尺寸。
mm,试计算铣此缺口时的工序尺寸。