如果结果不匹配,请
如果结果不匹配,请 
 更多“TD75系列槽形托辊的槽角为20°。()”相关的问题
更多“TD75系列槽形托辊的槽角为20°。()”相关的问题
第1题
托辊在输送机中槽角形式共有三种情况,单项运输机为前倾2°B=()输送机托辊槽角35°B=()输送机槽角为30°。
A.1400mm;1400mm
B.1000mm;1400mm
C.1400mm;1000mm
第5题
如图3-49所示的槽形零件,其毛坯为四周已加工的铝锭(厚为20mm),槽深2mm。编写该槽形零件加工程序。
如图3-49所示的槽形零件,其毛坯为四周已加工的铝锭(厚为20mm),槽深2mm。编写该槽形零件加工程序。

第6题
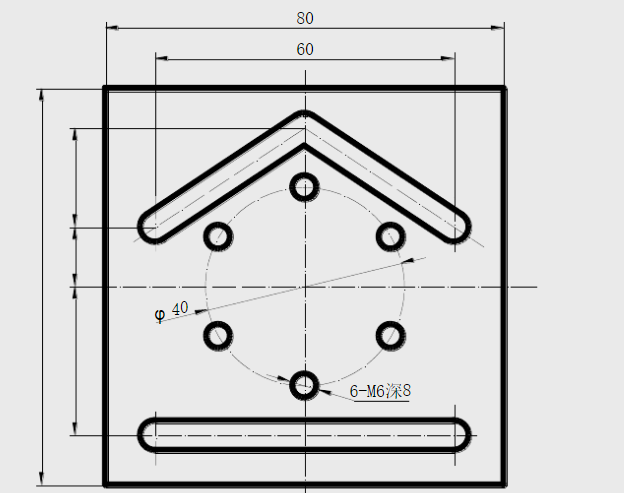
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽
如下图所示的槽形零件,其毛坯为四周及表面已加工的铝锭(厚为20mm),槽宽60mm,槽深2mm,螺纹孔深80mm。试编写该槽形零件槽及孔的加工程序。
第7题
调用子程序加工如下图所示零件中3个X字母槽,槽深3mm,初始刀具为6键槽立铣刀,G54工件坐标系工件原点设在零件
调用子程序加工如下图所示零件中3个X字母槽,槽深3mm,初始刀具为

第8题
图示为阶梯轴的定位方案,定位元件为两个短V形块。已知:,,l=60mm,L=150mm,α=90°。本工序加工键槽,槽宽b=mm,h=(
图示为阶梯轴的定位方案,定位元件为两个短V形块。已知:


第10题
某工业厂房预制6m长槽形板,单块构件体积0.6m3,共50块。构件场外运输12km。人工、材料、机械单价根据价目表计算,
某工业厂房预制6m长槽形板,单块构件体积0.6m3,共50块。构件场外运输12km。人工、材料、机械单价根据价目表计算,管理费率为5.2%,利润率为3.2%。计算预制混凝土构件运输工程量并进行投标报价。
第11题
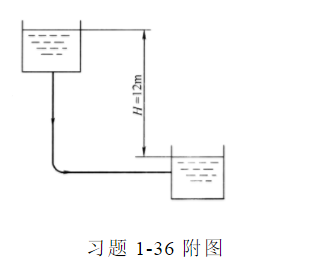
如习题36附图所示,温度为20℃的水,从水塔用108mm×4mm钢管,输送到车间的地位槽中,低位槽与水塔的液面差为12m,
如习题36附图所示,温度为20℃的水,从水塔用 钢管,输送到车间的地位槽中,低位槽与水塔的液面差为12m,管路长度为150m(包括管件的当量长度)。试求管路的输水量为多少,钢管的相对粗糙度ε/d=0.002。
钢管,输送到车间的地位槽中,低位槽与水塔的液面差为12m,管路长度为150m(包括管件的当量长度)。试求管路的输水量为多少,钢管的相对粗糙度ε/d=0.002。