题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
用20CrMnTi制作的汽车传动轴齿轮,要求表面有高硬度、高耐磨性、58~63HRC,硬化层深0.8mm;应选择热处理工艺的方法。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
 更多“用20CrMnTi制作的汽车传动轴齿轮,要求表面有高硬度、高…”相关的问题
更多“用20CrMnTi制作的汽车传动轴齿轮,要求表面有高硬度、高…”相关的问题
某汽车齿轮选用20CrMnTi材料制作,其工艺路线如下:
下料→锻造→正火①→切削加工→渗碳②、淬火③、低温回火④→喷丸→磨削加工。请分别说明上述①、②、③和④四项热处理工艺的目的及工艺。
供选用实例:机床床身、缝纫机零件、柴油机曲轴、汽车差速器壳、坦克履带、机床主轴、锉刀、机车齿轮、汽车传动轴、桥梁、丝锥、铣刀、小型弹簧、冷冲压件、汽车板簧、滚动轴承的滚动体、钢筋、螺纹搓丝板、热锻模、加热炉管、医疗器械。
下列做法是否可以?为什么?
(1) 用Q235钢代替45钢制成齿轮。
(2) 用30钢代替T13钢制成锉刀,用盐液淬火后低温回火。
(3) 把20钢当作65钢制成弹簧,淬火后中温回火。
(4) 用40Cr钢代替20CrMnTi钢制造载货汽车变速箱传动齿轮,调质处理后高频表面淬火、低温回火。
A.T10钢经淬火+低温回火
B.45钢经调质处理
C.20CrMnTi钢经渗碳、淬火+低温回火
D.灰铸铁经时效处理
A.T10钢经淬火+低温回火
B.45钢经调质处理
C.20CrMnTi钢经渗碳、淬火+低温回火
D.灰铸铁经时效处理
分析下列要求是否能达到?为什么?
(1)图纸上用45钢制造直径20 mm的轴类零件,表面硬度要求50~55HRC,产品升级后,此轴类零件直径增加到40 mm,为达到原表面硬度改用40Cr制造。
(2)制造小直径的零件(如连杆螺栓)原经调质处理时采用了中碳钢,现拟改用低碳合金钢经淬火后使用。
(3)原刀具要求耐磨但形状简单,选用T12A钢制造,硬度为60~62HRC,现因库存缺料,改用T8A钢制造。
(4)汽车、拖拉机齿轮原选用20CrMnTi经渗碳淬火、低温回火后使用,现改用40C钢经调质高频淬火后使用。
备料→锻造→热处理1→切削加工→热处理2→热处理3→热处理4→精加工→成品
指出工艺路线中热处理1、2、3、4的工艺及目的。
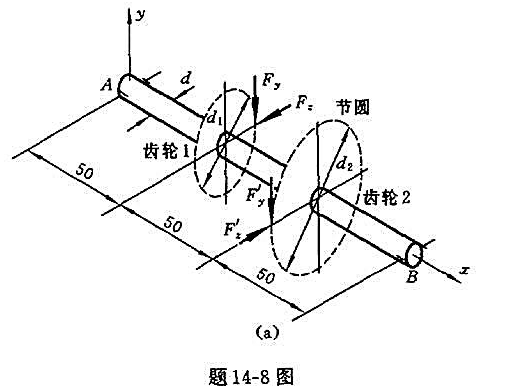
上,作用有切向力Fy=3.83kN、径向力Fz=1.393kN;在齿轮2上,作用有切向力F'y=1.473kN、径向力F'z=0.536kN。轴用45钢制成,直径d=22mm,许用应力[σ]=180MPa,试按第三强度理论校核轴的强度。